Key Takeaways
- Three main rubber types are used for floor tiles: natural rubber (premium flexibility and shock absorption), synthetic rubber (enhanced durability and impact resistance), and recycled rubber (eco-friendly option from post-consumer tyres with excellent weather resistance).
- Natural rubber excels in comfort-focused applications such as high-traffic areas, gyms, and healthcare facilities due to its superior shock absorption, slip resistance, and antimicrobial properties when vulcanised.
- Synthetic rubber compounds offer specialised performance with SBR ideal for industrial settings, EPDM perfect for outdoor and coloured applications, and nitrile rubber essential for chemical-resistant environments like workshops and laboratories.
- Vulcanised rubber provides superior longevity lasting 15-20 years with minimal maintenance requirements, whilst non-vulcanised options cost less initially but require more frequent cleaning and replacement every 10-15 years.
- Application-specific selection is crucial with commercial environments requiring thicker, heavy-duty compounds (15-25mm), residential use favouring comfort-focused options (8-15mm), and outdoor installations needing UV-resistant formulations.
- Cost considerations balance initial investment against long-term value with premium vulcanised compounds costing 40-60% more but delivering three times longer service life, making them more economical for demanding commercial applications.
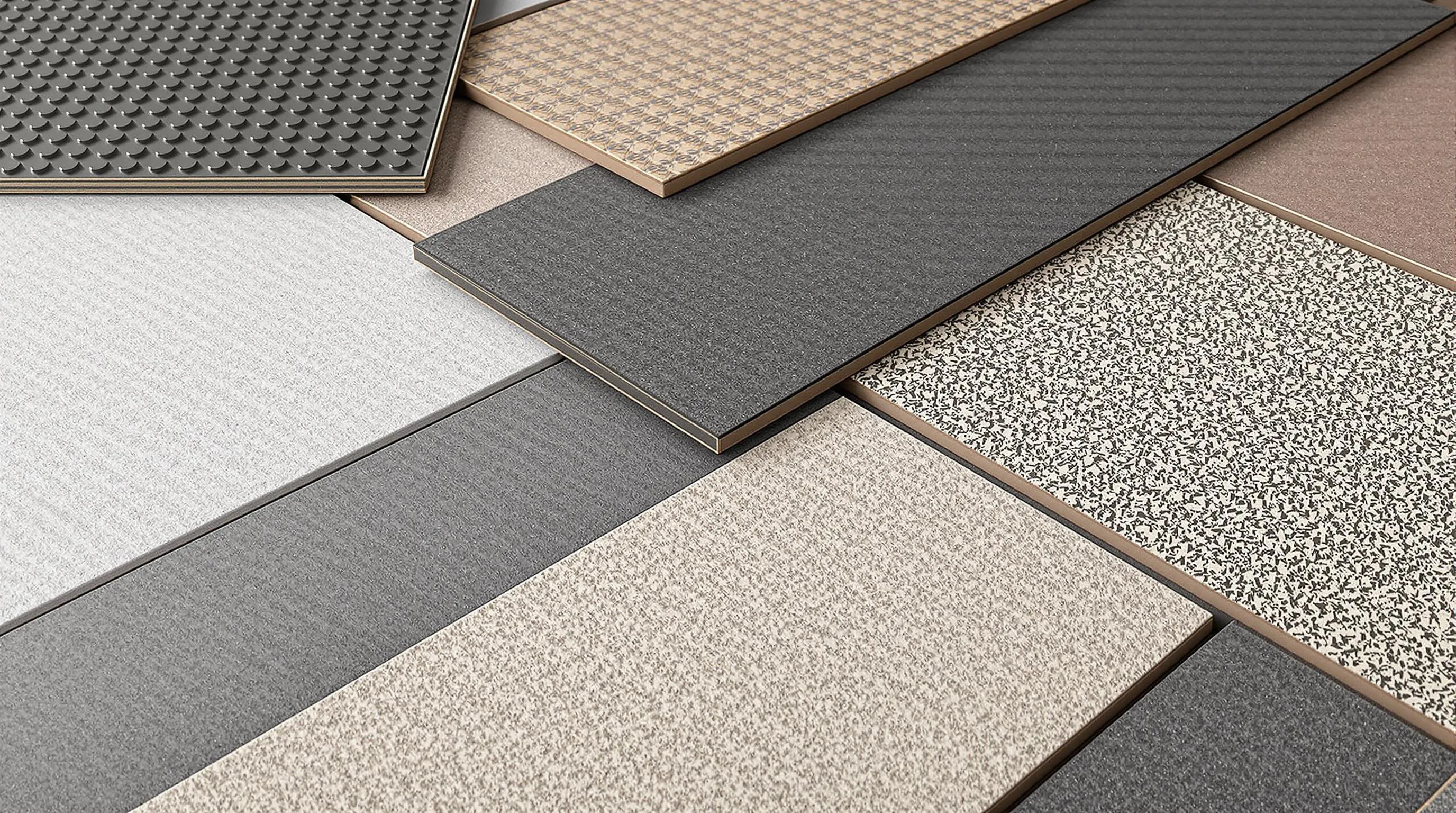
When you’re exploring rubber floor tiles, you’ll discover they’re crafted from three distinct rubber varieties: natural rubber, synthetic rubber, and recycled post-consumer rubber. Each type brings unique characteristics that can dramatically transform your flooring experience.
Natural rubber stands as the premium choice, offering exceptional flexibility and shock absorption properties that make it incredibly comfortable underfoot. It’s particularly resistant to abrasions, cracks, and dents from heavy objects, making it perfect for high-traffic areas. Synthetic rubber alternatives provide enhanced durability against impacts and abrasions, often outperforming recycled options in demanding environments.
Understanding these rubber variations becomes crucial when you’re selecting tiles for specific applications. After gaining popularity following World War II in hospitals, schools, and manufacturing sites, rubber flooring has evolved to meet diverse needs through different material compositions that offer varying levels of water resistance, durability, and protective qualities.
Types of Rubber Used in Floor Tiles
Three distinct rubber materials create the foundation for modern floor tiles. Each material offers unique properties that make it suitable for specific applications and environments.
Natural Rubber
Natural rubber provides exceptional flexibility and comfort through its superior shock absorption capabilities. You’ll find this material offers excellent surface protection against abrasions, cracks and dents caused by heavy objects or equipment. The material’s inherent elasticity makes it particularly effective for areas where comfort matters most.
Natural rubber tiles excel in high-traffic environments where foot fatigue becomes a concern. The material’s ability to bounce back from compression creates a cushioning effect that reduces strain on joints and muscles. You can expect natural rubber flooring to maintain its protective qualities even under constant pressure from heavy furniture or equipment movement.
The grip properties of natural rubber make it an ideal choice for areas where slip resistance is crucial. This material naturally provides traction without requiring additional surface treatments or coatings.
Synthetic Rubber
Synthetic rubber delivers enhanced durability compared to other rubber variations. You’ll find this engineered material particularly resistant to abrasions and impacts that occur in demanding industrial environments. The manufacturing process allows for precise control over the rubber’s characteristics.
Mixed formulations combining natural and synthetic rubber create tiles with superior resistance properties. These hybrid materials perform better against physical damage than recycled rubber alternatives while maintaining cost-effectiveness. You can rely on synthetic rubber tiles to withstand heavy foot traffic and equipment movement without showing premature wear.
Synthetic rubber maintains consistent performance across different temperature ranges and environmental conditions. The material resists deterioration from exposure to various chemicals and cleaning agents commonly used in commercial settings.
Recycled Rubber
Recycled post-consumer rubber comes primarily from discarded vehicle tyres, creating an eco-friendly flooring option. These tire-derived products (TDP) retain the same abrasion and environmental resistance that vehicle tyres demonstrate on roads. You benefit from this proven durability whilst supporting sustainable manufacturing practices.
Recycled rubber tiles excel as outdoor products that resist damage from harsh UV rays, ozone, oxygen and wet weather conditions. The material’s composition naturally withstands environmental factors that would degrade other flooring materials over time. You can install these tiles in exposed locations without concern for rapid deterioration.
The granular structure of recycled rubber, typically mixed with polyurethane adhesive and colouring materials, creates tiles in various sizes and thicknesses. Cross-interlocking designs provide additional stability and ease of installation. You’ll find recycled rubber tiles available in multiple colours including blue, red, green and black, allowing for customised design schemes in outdoor applications.
Rubber Composition and Manufacturing

Rubber floor tile manufacturing involves specific material compositions and processing techniques that determine the final product’s performance characteristics. Understanding these manufacturing elements helps you select tiles that match your installation requirements.
Virgin Rubber Materials
Virgin rubber represents the highest quality base material for floor tile production. Manufacturers extract natural rubber from Brazilian Hevea trees located in Amazon rainforests, creating the purest form of rubber available for flooring applications.
Virgin rubber tiles offer superior elasticity and strength compared to other rubber types. You’ll find these materials maintain excellent resistance to tearing, cutting and bending even at low temperatures. The high-grade composition provides premium shock absorption properties that reduce foot fatigue during extended standing periods.
Natural latex serves as the primary component in virgin rubber formulations. This material undergoes minimal processing to preserve its inherent flexibility and durability characteristics. Virgin rubber tiles cost more than alternatives but deliver exceptional longevity in high-traffic commercial environments.
You can identify virgin rubber tiles by their consistent texture and superior surface finish. These tiles resist permanent deformation under heavy equipment and maintain their original dimensions throughout their service life.
Rubber Compounds and Additives
Rubber compounds combine multiple materials to enhance specific performance characteristics in floor tiles. Manufacturers blend synthetic rubber with high-quality additives and colorants to create homogeneous compositions that meet ASTM standards.
| Component Type | Function | Performance Benefit |
|---|---|---|
| Synthetic rubber base | Primary structural material | Enhanced durability and consistency |
| Colorants | Aesthetic customisation | Wide range of colour options |
| Performance additives | Property enhancement | Chemical resistance and stability |
| Polyurethane binders | Granule adhesion | Structural integrity in recycled products |
Vulcanised rubber compounds undergo heat treatment processes that create dense, non-porous materials. This manufacturing technique produces tiles with superior cleaning characteristics and resistance to moisture penetration. You’ll find vulcanised rubber ideal for healthcare facilities and food preparation areas where hygiene requirements are critical.
Non-vulcanised compounds maintain porous structures that offer different benefits. These materials provide softer surfaces with enhanced shock absorption but require more maintenance in wet environments. Non-vulcanised options cost less and come in various thicknesses for specific applications.
Recycled rubber compounds mix post-consumer tyre materials with polyurethane glue and colouring agents. Manufacturers mechanically blend these components at installation sites for cast-in-place applications. The resulting mixture spreads to specific thickness and density requirements across large floor areas.
Synthetic compounds incorporate chemical additives that mimic natural rubber properties whilst providing enhanced resistance to environmental factors. These formulations withstand heat, UV exposure and moisture better than natural alternatives, making them suitable for outdoor installations where weather resistance is essential.
Popular Rubber Types for Different Applications

Different rubber compounds serve specific performance requirements across various commercial and residential settings. Understanding these variations helps you select the most appropriate flooring solution for your space.
SBR (Styrene-Butadiene Rubber)
SBR combines synthetic polymers to create robust floor tiles that excel in high-traffic commercial environments. This rubber type forms the foundation for solid black rubber tiles, often manufactured from recycled tyre materials that undergo sorting, refining and cutting processes to meet precise specifications.
You’ll find SBR tiles performing exceptionally well in industrial settings where foot traffic reaches 850-900 kg/m³ density loads. The material’s mechanical properties resist heavy impacts from machinery and equipment whilst maintaining structural integrity under constant pressure.
SBR flooring systems accommodate both single and multi-layer configurations. Single-layer SBR tiles provide uniform black surfaces ideal for workshops and storage areas. Multi-layer systems feature SBR base layers topped with coloured EPDM surfaces in green, red or blue options, expanding design possibilities for educational and recreational facilities.
Manufacturing processes blend SBR granules with polyurethane adhesives and coloured materials at installation sites. This approach allows contractors to pour and spread the mixture using specialised equipment, creating seamless surfaces with specific thickness and density requirements across large areas.
EPDM Rubber
EPDM rubber delivers superior weather resistance and colour stability, making it the preferred choice for outdoor applications and decorative indoor installations. The material’s chemical structure resists UV degradation, maintaining vibrant colours even under constant sunlight exposure.
You can specify EPDM rubber tiles in multiple colour combinations including blue, red, green, yellow, orange and grey. These coloured granules typically comprise 15-20% of the total tile composition when mixed with base rubber materials, creating visually appealing surfaces that retain their appearance over extended periods.
EPDM’s flexibility characteristics enable installation across temperature ranges that would compromise other rubber types. The material expands and contracts without cracking, making it suitable for outdoor playgrounds, sports courts and rooftop applications where thermal cycling occurs regularly.
Roller rubber floors incorporate EPDM granules mixed with black SBR components and polyurethane binding agents. This combination produces surfaces with enhanced shock absorption properties whilst maintaining the aesthetic benefits of coloured rubber surfaces.
Nitrile Rubber
Nitrile rubber excels in environments where chemical resistance takes priority over other performance factors. This synthetic compound withstands exposure to oils, solvents and industrial chemicals that would degrade natural rubber or basic synthetic alternatives.
You’ll benefit from nitrile rubber’s specialised properties in automotive workshops, chemical processing facilities and laboratory settings. The material maintains its structural integrity when exposed to petroleum products, hydraulic fluids and cleaning solvents commonly found in these environments.
Nitrile rubber tiles resist swelling and degradation when contacted by automotive oils and fuels. This resistance prevents surface deterioration that compromises safety and hygiene standards in professional garage environments.
The material’s density remains stable under chemical exposure, preventing the softening or hardening that affects performance in other rubber types. This stability ensures consistent slip resistance and cushioning properties throughout the flooring system’s service life, even in chemically aggressive environments.
Factors Affecting Rubber Choice

Your selection of rubber floor tiles depends on three critical factors that determine performance and value. Understanding these elements helps you match the right rubber type to your specific installation requirements.
Durability Requirements
Heavy foot traffic areas demand vulcanised rubber compounds that resist abrasion and impact damage. Warehouses handling equipment weighing over 500kg require performance-grade synthetic rubber tiles with compression ratings above 2.5MPa. Gyms experiencing 200+ daily users benefit from natural rubber’s shock absorption properties, which maintain structural integrity under repeated stress.
Chemical exposure determines rubber compound selection in industrial settings. Nitrile rubber withstands petroleum-based substances, hydraulic fluids, and cleaning solvents without degrading. Manufacturing facilities processing acids or alkalis require EPDM formulations that resist chemical breakdown. Standard natural rubber fails in these environments, losing elasticity within 6-12 months.
Mechanical wear patterns influence thickness requirements across different applications. Loading docks need 12mm minimum thickness to prevent compression set from forklift traffic. Office environments perform adequately with 6mm tiles, whilst residential installations function well with 4mm options. Interlocking systems distribute load stress more effectively than glued installations in high-impact zones.
Environmental Conditions
Temperature fluctuations affect rubber performance characteristics significantly. Synthetic compounds maintain flexibility between -40°C and +80°C, making them suitable for outdoor installations and unheated warehouses. Natural rubber becomes brittle below 0°C and softens excessively above 60°C, limiting its application range compared to engineered alternatives.
Moisture exposure requires specific rubber formulations with enhanced water resistance. Vulcanised rubber creates a non-porous surface that prevents water absorption, reducing bacterial growth and maintaining hygiene standards. Swimming pool areas need closed-cell EPDM compounds that resist chlorine degradation whilst providing slip resistance on wet surfaces.
UV radiation breaks down natural rubber polymers, causing surface cracking and colour fading within 18 months of direct sunlight exposure. EPDM compounds contain carbon black additives that absorb UV energy, extending outdoor lifespan to 10+ years. Indoor installations avoid UV degradation entirely, allowing natural rubber to maintain performance characteristics indefinitely.
Cost Considerations
Vulcanised rubber tiles cost 40-60% more than non-vulcanised alternatives but deliver 3x longer service life in demanding applications. Initial investment per square metre ranges from £15-45 depending on thickness and compound type. High-traffic commercial installations recover additional costs through reduced replacement frequency and maintenance requirements.
Performance compounds justify premium pricing through specialised resistance properties. Chemical-resistant nitrile formulations cost £35-50 per square metre but eliminate floor replacement costs in corrosive environments. Standard natural rubber requires replacement every 3-5 years in these conditions, making specialised compounds more economical long-term.
Installation methods affect total project costs significantly. Interlocking systems reduce labour expenses by 50% compared to adhesive installations, offsetting higher tile costs. DIY installation becomes feasible with modular systems, eliminating professional fitting charges ranging from £8-15 per square metre. Rolled rubber requires specialist installation but offers lower material costs for large areas exceeding 100 square metres.
Applications by Rubber Type
Different rubber formulations excel in distinct environments, with each type offering specific advantages for particular applications. The choice of rubber compound directly affects performance characteristics such as durability, safety, and maintenance requirements.
Commercial and Industrial Uses
Commercial and industrial environments demand robust rubber floor tiles that can withstand intense daily use and harsh conditions. Vulcanised rubber tiles dominate these settings due to their superior strength and resistance to abrasion, chemical exposure, and heavy machinery impacts.
Manufacturing facilities benefit from SBR (Styrene-Butadiene Rubber) compounds, which resist oils and industrial chemicals while providing anti-slip surfaces for worker safety. These tiles typically feature thicknesses ranging from 10mm to 25mm, accommodating the weight of heavy equipment and constant foot traffic from multiple shifts.
Healthcare facilities rely on vulcanised natural rubber compounds for their antimicrobial properties and easy sanitisation. Hospital corridors and operating theatres require tiles that resist staining from medical fluids and maintain hygiene standards under frequent chemical cleaning protocols.
Educational institutions choose recycled rubber formulations that combine durability with cost-effectiveness. School gymnasiums and corridors benefit from tiles made with 60-80% recycled content, offering sound absorption properties that reduce noise levels while maintaining slip resistance during high-traffic periods.
| Environment | Rubber Type | Thickness Range | Key Benefits |
|---|---|---|---|
| Manufacturing | SBR Vulcanised | 15-25mm | Chemical resistance, heavy-duty performance |
| Healthcare | Natural Rubber Vulcanised | 8-15mm | Antimicrobial, easy cleaning |
| Education | Recycled Rubber | 10-20mm | Cost-effective, sound absorption |
| Warehousing | Mixed Synthetic | 12-20mm | Impact resistance, durability |
Residential Applications
Home installations typically favour non-vulcanised and recycled rubber compounds that prioritise comfort and ease of installation. These formulations offer sufficient durability for domestic use while remaining cost-effective for homeowners undertaking DIY projects.
Basement and garage applications commonly use interlocking recycled rubber tiles with 8-12mm thickness. These tiles provide moisture resistance and thermal insulation, protecting concrete floors whilst offering cushioning underfoot. The interlocking design eliminates the need for adhesives, allowing you to install and replace individual tiles as required.
Home gymnasiums benefit from natural rubber compounds that offer superior shock absorption and joint protection during exercise routines. Virgin natural rubber tiles, typically 15-20mm thick, reduce impact on knees and ankles whilst providing stable footing for weightlifting and cardio equipment.
Children’s playrooms utilise EPDM rubber formulations that resist staining and offer vibrant colour options. These tiles maintain their appearance even though spills and frequent cleaning, whilst providing a safe, cushioned surface that reduces injury risk during play activities.
Kitchen and utility areas employ nitrile rubber compounds that resist grease and food stains. The non-porous surface prevents bacterial growth and allows thorough cleaning with standard household products, making maintenance straightforward for busy families.
Outdoor and Weather-Resistant Options
Exterior applications require specialised rubber formulations that withstand UV radiation, temperature fluctuations, and moisture exposure. EPDM and recycled rubber compounds lead outdoor installations due to their weather-resistant properties and long-term stability.
Patio and decking installations commonly feature recycled rubber tiles with UV-stabilised additives that prevent colour fading and surface degradation. These tiles, ranging from 20-40mm thickness, provide drainage channels that prevent water accumulation whilst maintaining slip resistance in wet conditions.
Playground surfaces utilise specially formulated EPDM compounds that meet safety standards for impact absorption. These tiles offer critical fall height protection, with 25-50mm thicknesses providing cushioning that reduces injury severity from falls whilst maintaining durability under constant use.
Swimming pool surrounds employ chlorine-resistant rubber formulations that maintain integrity even though chemical exposure. These tiles feature textured surfaces that enhance grip when wet, whilst drainage properties prevent standing water that could harbour bacteria or algae growth.
Rooftop installations demand high-density recycled rubber compounds that resist thermal expansion and contraction. These tiles accommodate temperature variations from -20°C to +60°C without cracking or warping, protecting underlying waterproof membranes whilst providing functional outdoor spaces.
Garden pathways benefit from permeable rubber tile designs that allow water infiltration whilst preventing weed growth. These installations combine recycled rubber with natural drainage properties, creating durable walkways that complement landscaping whilst requiring minimal maintenance throughout seasonal changes.
Performance Characteristics

Rubber floor tiles deliver exceptional performance across multiple dimensions that directly impact your daily experience. The material properties of different rubber types create distinct advantages for specific environments and usage patterns.
Slip Resistance and Safety
Rubber tiles offer superior anti-slip properties that enhance safety in moisture-prone environments like kitchens, gyms, and outdoor areas. The high coefficient of friction ensures reliable traction even when surfaces become wet, making these tiles particularly valuable for commercial spaces where slip hazards pose significant risks.
Natural rubber provides the strongest grip due to its inherent tackiness, whilst synthetic formulations can be engineered with specific tread patterns to maximise traction. Recycled rubber maintains excellent slip resistance whilst offering cost-effective safety solutions for high-traffic zones.
The textured surfaces of rubber tiles channel water away from foot contact points, reducing hydroplaning risks that smooth surfaces create. This drainage capability proves essential in shower areas, pool surrounds, and industrial washdown zones where water accumulation occurs regularly.
Maintenance and Longevity
Vulcanised rubber tiles require minimal maintenance due to their non-porous structure that prevents dirt penetration and moisture absorption. You can clean these surfaces with standard detergents without worrying about chemical damage or staining, as the closed-cell structure resists most common contaminants.
Non-vulcanised rubber demands slightly more attention because its porous nature allows moisture retention, though regular cleaning with mild solutions maintains hygiene standards effectively. The trade-off between initial cost savings and increased maintenance creates a practical consideration for budget-conscious installations.
| Rubber Type | Typical Lifespan | Maintenance Frequency | Cleaning Method |
|---|---|---|---|
| Vulcanised Natural | 15-20 years | Weekly | Water + mild detergent |
| Non-vulcanised | 10-15 years | 2-3 times weekly | Specialised rubber cleaners |
| Recycled | 8-12 years | Weekly | Standard floor cleaners |
| Synthetic | 12-18 years | Bi-weekly | Industrial degreasers safe |
Durability varies significantly across rubber types, with vulcanised compounds lasting decades under normal commercial use. The molecular cross-linking in vulcanised rubber prevents degradation from repeated compression cycles, maintaining structural integrity even under heavy equipment loads.
Cushioning properties remain consistent throughout the tile’s lifespan, providing ongoing joint stress reduction that proves particularly beneficial in standing work environments. The shock absorption capabilities protect both your underlying floor structure and reduce fatigue for people using the space regularly.
Temperature stability ensures performance consistency across seasonal variations, with quality rubber compounds maintaining flexibility in cold conditions whilst resisting softening during heat exposure. This thermal resilience prevents cracking, warping, or dimensional changes that compromise installation integrity.
Conclusion
Selecting the right rubber type for your floor tiles depends entirely on your specific needs and environment. You’ll find that natural rubber excels in high-traffic commercial spaces whilst synthetic options provide unmatched durability for industrial applications.
Your choice between vulcanised and non-vulcanised compounds will significantly impact both performance and maintenance requirements. Consider recycled rubber options if you’re prioritising environmental sustainability without compromising on quality.
Remember that proper rubber selection isn’t just about immediate costs – it’s an investment in long-term performance safety and reduced maintenance expenses. Take time to evaluate your specific requirements including foot traffic levels environmental conditions and budget constraints.
The right rubber floor tile will serve you well for years to come when matched correctly to your application.
Frequently Asked Questions
What are the different types of rubber floor tiles available?
There are three main types: natural rubber tiles made from Brazilian Hevea tree sap, synthetic rubber tiles engineered for industrial durability, and recycled rubber tiles manufactured from discarded tyres. Each type offers unique characteristics suited for different applications, from high-traffic commercial areas to eco-friendly outdoor installations.
What makes natural rubber tiles the premium choice for flooring?
Natural rubber tiles offer superior flexibility, excellent shock absorption, and outstanding slip resistance. They’re ideal for high-traffic areas where foot fatigue is a concern and provide antimicrobial properties beneficial for healthcare facilities. The material’s natural composition ensures optimal performance in environments requiring premium quality flooring solutions.
How do vulcanised and non-vulcanised rubber tiles differ?
Vulcanised rubber undergoes a chemical curing process that creates a non-porous, highly durable structure requiring minimal maintenance. Non-vulcanised rubber has a more porous nature, making it softer and easier to install but requiring more upkeep. Vulcanised compounds are essential for high foot traffic areas and can last decades.
Which rubber tiles are best for outdoor applications?
EPDM and recycled rubber tiles are ideal for outdoor use due to their excellent weather resistance. EPDM rubber withstands temperature fluctuations and UV exposure, whilst recycled rubber offers cost-effective durability for patios and playgrounds. Both types maintain performance despite harsh environmental conditions.
Are rubber floor tiles suitable for industrial environments?
Yes, synthetic rubber tiles are specifically engineered for industrial settings. They resist abrasions, impacts, and chemical exposure whilst maintaining structural integrity. SBR (Styrene-Butadiene Rubber) compounds are particularly effective for commercial environments requiring robust flooring solutions that withstand harsh operational conditions.
How long do rubber floor tiles typically last?
Durability varies significantly by type. Vulcanised rubber compounds can last decades under normal commercial use, whilst recycled rubber tiles typically last 5-20 years depending on environmental factors. Natural rubber tiles offer excellent longevity in indoor applications, particularly when properly maintained and suited to their intended use.
Do rubber floor tiles provide good slip resistance?
Rubber tiles offer superior anti-slip properties, making them valuable in moisture-prone environments. Natural rubber provides the strongest grip, whilst synthetic formulations can be engineered for maximum traction. This makes rubber flooring an excellent safety choice for areas where slip prevention is crucial.
What maintenance do rubber floor tiles require?
Maintenance requirements depend on the rubber type. Vulcanised rubber requires minimal upkeep due to its non-porous structure, needing only regular cleaning. Non-vulcanised rubber demands more attention due to its porous nature. Overall, rubber tiles are relatively low-maintenance compared to other flooring options.
Are recycled rubber tiles environmentally friendly?
Yes, recycled rubber tiles are an excellent eco-friendly choice. They’re manufactured from discarded tyres, reducing waste whilst providing durable flooring solutions. These tiles offer good performance for outdoor applications and represent a sustainable option without compromising on quality or durability.
What factors should I consider when choosing rubber floor tiles?
Consider the application environment, expected foot traffic, exposure to chemicals or moisture, temperature fluctuations, and budget. Commercial areas need vulcanised compounds, outdoor spaces require weather-resistant formulations like EPDM, and residential applications can use non-vulcanised or recycled options for comfort and cost-effectiveness.